1. Взаємозамiннiсть деталей машин.
2. Основнi вiдомостi пpо допуски i посадки.
3. Поняття пpо номiнальнi, дiйснi та гpаничнi pозмipи. Допуск pозмipу. Класи точностi.
4. Поняття пpо систему «отвоpу» i систему «вала». Посадки iз зазоpом та натягом. Вибip pозмipiв посадок.
5. Сутність стандаpтизацiї. Основнi поняття та визначення у сфеpi стандаpтизацiї. Види стандаpтизацiї.
6. Класифiкацiя засобiв та методiв вимipювання. Штангенiнстpументи, мiкpометpичнi та iндикатоpнi iнстpументи; пpизначення, будова та пpавила коpистування ними.
7. Безшкальнi вимipювальнi iнстpументи: калiбpи, щупи, piзьбові калiбpи, шаблони, лекальнi лiнiйки, їх пpизначення та пpийоми коpистування.
8. Технiчне обслуговування вимipювальних пpиладiв та їх збеpiгання.
9. Вимоги безпеки.
КонспектУ процесі вироблення вироби (машини, агрегату, вузла) необхідно виходити із рівня стандартизації, та уніфікації, що визначається коефіцієнтамиприменяемости, повторюваності імежпроектной уніфікації. З підвищенням значень цих коефіцієнтів підвищується економічна ефективність розроблюваного вироби у його виробництва та експлуатації. На підвищення рівня стандартизації, та уніфікації необхідно, на стадії при проектування вироби, використовувати більше складових частин, випущених промисловістю, і прагне до розумного обмеження розробки оригінальних складових частин. У цьому, основним питанням, у процесі вироблення є точність взаємозамінних деталей, вузлів і дистрибуції комплектуючих виробів, насамперед із геометричних параметрами.
>Взаимозаменяемость деталей, вузлів і агрегатів дозволяє здійснити агрегатування, як із методів стандартизації, організувати поставку запасними частинами, полегшити ремонт, особливо у складних умовах, звівши його до про просту заміну зношених частин.
>1.Общие інформацію про взаємозамінності
>Взаимозаменяемость - властивість незалежно виготовлених деталей займати своє місце у складальної одиниці без додаткової механічної чи ручний обробки при складанні, забезпечуючи у своїй нормальну роботу зібраних виробів (вузлів, механізмів).
З самої визначення взаємозамінності слід, що вона є розчленовування виробництва, тобто. незалежного виготовлення деталей, вузлів, агрегатів, які у наступному збираються послідовний у складальні одиниці, а складальні одиниці - до загальної системи (механізм, машину, прилад). Складання може бути двома шляхами: з підгонкою і підгонки зібраних деталей чи складальних одиниць. Складання без підгонки застосовують у масовому іпоточном виробництвах, і з підгонкою - поодинці імелкосерийном. При складанні без підгонки деталі би мало бути виготовлені із необхідною точністю. Проте взаємозамінність не забезпечується самої лише точністю геометричних параметрів. Необхідно, щоб матеріал, довговічність деталей, складальних одиниць і дистрибуції комплектуючих виробів було з призначенням, і умовами роботи кінцевого вироби. Така взаємозамінність називається функціональної, а взаємозамінність по геометричних параметрами є приватною виглядом функціональної взаємозамінності.
>Взаимозаменяемость буває цілковита й неповна, зовнішня й внутрішня соціальність.
Повна взаємозамінність дозволяє їм отримати задані показники якості без додаткових операцій на процесі складання.
При неповної взаємозамінності під час збирання складальних одиниць і кінцевих виробів допускаються операції, пов'язані з добором і регулюванням деяких деталей і складальних одиниць. Вона дає змогу отримувати задані технічні і експлуатаційні показники готової продукції при меншою точності деталей. У цьому, функціональна взаємозамінність має бути лише повної, а геометрична - як повної, і неповної.
Зовнішня взаємозамінність - це взаємозамінність вузлів і дистрибуції комплектуючих виробів по експлуатаційним параметрами і приєднувальним розмірам. Наприклад, заміна електродвигуна. Його експлуатаційними параметрами будуть - потужність, частота обертання, напруга, струм; до приєднувальним розмірам ставляться діаметри, число і місцезнаходження отворів в лапах електродвигуна та інших.
Внутрішня взаємозамінність забезпечується точністю параметрів, що необхідні складання деталей в вузли, а вузлів до механізмів. Наприклад, взаємозамінністьшарикоподшипников чи роликів підшипниківкачения, вузлів ведучого і відомого валів коробки передач тощо.
Принципи взаємозамінності поширюються на деталі, складальні одиниці, комплектуючі вироби і кінцеву продукцію.
>Взаимозаменяемость забезпечується точністю параметрів виробів, зокрема - розмірами. Проте, у процесі виготовлення неминуче виникають похибки Х, чисельні значення яких знаходять за такою формулою
, (0)
де Х - заданий значення розміру (параметра);
Хі - дійсне значення цієї ж параметра.
Похибки поділяються на систематичні, випадкові і грубі (промахи).
Вплив випадкових похибок на точність виміру можна розцінювати методами теорії ймовірностей і математичної статистики. Численними дослідами доведено, що розподіл випадкових похибок найчастіше підпорядковується закону нормального розподілу, що характеризується кривою Гаусса (малюнок 1).
Малюнок 1 - Закони розподілу випадкових похибок
а - нормальний; б – Максвелла; в – трикутника (Сімпсона); р -равновероятностний.
Максимальна ордината кривою відповідає середньому значенням даного розміру (при необмеженому числі вимірів називається математичним очікуванням і позначаєтьсяМ(Х).
За віссю абсцис відкладають випадкові похибки або від .Отрезки, паралельні осі ординат, висловлюють можливість появи випадкових похибок відповідної величини. Крива Гаусса симетрична щодо максимальної ординати. Тому відхилення від однаковою абсолютної величини, але різних знаків однаково можливі. Форма кривою показує, що малі відхилення (з абсолютного значенням) з'являються значно частіше, ніж великі, а поява дуже великих відхилень практично малоймовірно. Тому допустимі похибки обмежуються деякими граничними значеннями (V - практичне полі розсіювання випадкових похибок, однакову різниці між найбільшими і найменшимиизмеренними розмірами у Комуністичній партії деталей). Значення визначають з умови достатньої точності при оптимальних витратах на виготовлення виробів. При регламентованому полі розсіювання межі може виходити лише 2,7 % випадкових похибок. Це означає, що зі ста опрацьованих деталей може бути трохи більше трьох бракованих. Подальше зменшення відсотка появи бракованих виробів на техніко-економічному відношенні який завжди доцільно,т.к. призводить до надмірного збільшення практичного поля розсіювання, отже, збільшення допусків та зниження точності виробів. Форма кривою залежить від методів обробітку грунту і виміру виробів; точні методи дають криву 1, має полі розсіювання V1; методом високої точності відповідає крива 2, на яку V2<V1; методом низькою точності - крива 3 (V3>V1).
Залежно від прийнятого технологічного процесу, обсягу виробництва та інших обставин, випадкові похибки можуть розподілятися незаконно Гаусса, а, поравновероятностному закону (>рис.1б), згідно із законом трикутника (>рис.1в), згідно із законом Максвелла (>рис.1г) та інших. Центр групування випадкових похибок може збігатися з координатою середнього розміру (>рис.1а) чи зміщатися щодо неї (>рис.1г).
Не можна цілком прибрати вплив причин, викликають похибки оброблення і виміру, можна лише зменшити похибка, застосовуючи досконаліші технологічні процеси обробки. Точність розміру (будь-якого параметра) називають ступінь наближення дійсного розміру до заданому, тобто. точність розміру визначається похибкою. З зменшенням похибки точність зростає й навпаки.
Насправді взаємозамінність забезпечується обмеженням похибок. З зменшенням похибок справжні значення параметрів, зокрема розмірів, наближаються до заданим. При невеликих огріхах справжніх розмірів такі малі вирізняються від заданих, що й похибка погіршує працездатність виробів.
>2.Допуски і посадки. Поняттяквалитете
Основні терміни та визначенням встановлено ГОСТ 25346, ГОСТ 25347, ГОСТ 25348 встановлюють допуски і посадки для розмірів менш 1 мм, до 500 мм, понад 500 до 3150 мм.
Допуск - різницю між найбільшими і найменшими припустимими значеннями будь-якого параметра.Допуски задають на геометричні параметри деталей машин і немає механізмів (лінійні і кутові розміри, на форму і місцезнаходження поверхонь та інших.), на механічні, фізико-хімічні та інші параметри (наприклад, електричне опір, твердість, зміст хімічних елементів в матеріалах). У машинобудуванні допуски забезпечують взаємозамінність деталей й дозволяють здійснювати з'єднання з різними посадками.
Отже, у машинобудуванні допуск - це відмінність між найбільшим і найменшим значеннями допустимих розмірів.
Розміри ж висловлюють числові значення лінійних величин (діаметрів, довжин, тощо.) і діляться на номінальні, справжні і граничні.
Номінальний розмір - розмір, щодо якого визначають граничні розміри і відраховують відхилення (позначають D - для отворів,d - для валів). Номінальні розміри основні розмірами деталей та їхніх з'єднань. Їх призначають внаслідок розрахунків деталей на міцність, жорсткість, зносостійкість й на інших критеріям працездатності, чи з конструктивних, технологічних і експлуатаційних міркувань.Сопрягаемие поверхні мають загальний номінальний розмір.
Справжній розмір (D>r,d>r) - розмір, встановлений вимірами з припустимою похибкою. Похибка виміру, отже, і вибір засобів вимірювання потрібно узгоджувати з точністю, яку вимагають для даного розміру. Це тим, що виміру високої точності, із малими похибками, виконуються складними приладами, обходяться дорого і не технічно доцільні.
Граничні розміри - два паралельно допустимих розміру, у яких зберігається працездатність вироби, між яким має перебувати чи котрим може бути дорівнює дійсний розмір. Більший з цих двох граничних розмірів називають найбільшим граничним розміром (D>max,d>max), а менший - найменшим граничним розміром (D>min,d>min). Граничні розміри дозволяють оцінювати точність обробки деталей.
Якщо граничні значення дійсних розмірів намічені (запропоновані) заздалегідь, з призначення і умов праці деталі, всі вони є найбільшим і найменшим граничними розмірами. Користуючись ними можна відбраковувати деталі.
>Алгебраическую різницю між розмірами (дійсним, граничним) і відповідатиме номінальним розміром називають відхиленням. Відхилення отворів позначають “Є”, валів -”е”. Відхилення розрізняють: дійсне і граничне. У цьому, граничне відхилення то, можливо верхнє, нижнє та середнє.
Справжнє відхилення () одно алгебраїчній різниці дійсного і номінального розмірів:
;
(1)
Граничне відхилення одно алгебраїчній різниці граничного і номінального розмірів.
Верхнє відхилення (, ) одно алгебраїчній різниці найбільшого граничного і номінального розмірів:
;
(2)
Нижнє відхилення (, ) одно алгебраїчній різниці найменшого граничного і номінального розмірів:
;
(3)
Середнє відхилення (, ) однополусумме верхнього й нижнього відхилень:
;
(4)
Відхилення є алгебраїчними величинами і може бути позитивними, якщо граничний і дійсний розмір більше номінального; негативним, якщо граничний чи дійсний розмір менше номінального. Тому слід враховувати знак відхилення.
Значення верхніх і нижніх граничних відхилень на кресленнях та інших технічних документах проставляються в міліметрах зі своїми знаками, одразу після номінального розміру. Якщо відхилення мають різні абсолютні значення, їх поміщають одне над іншим (верхнє над нижнім) і пишуть меншими цифрами. Наприклад . Кількість знаків в обох відхиленнях обов'язково вирівнюють (запис неправильна). Якщо відхилення мають однакові абсолютні значення, але різні знаки, то зазначається лише одне відхилення зі знаком , наприклад 10 0,011.
Граничні відхилення, як і граничні розміри характеризують точність дійсних ж розмірів та похибок обробки деталей. Тому, з метою оцінки точності виготовлення деталей мали бути зацікавленими задано чи граничні розміри, чи граничні відхилення. Проте за виконанні багатьох розрахунків й проведенні низки вимірі низки вимірів зручніше користуватися граничними відхиленнями, а чи не граничними розмірами, у стандартних таблицях допусків і посадок наведено числові значення верхніх і нижніх відхилень. У таблицях відхилення наводять, зазвичай, в мікрометрів і запитають обов'язково зі знаком.
2.1 Поняття допуск розміру
З вищевикладеного ясно, що розкид дійсних розмірів неминучий. Та заодно має порушуватися працездатність деталей та їхніх з'єднань, тобто. справжніх розмірів придатних деталей має перебувати у припустимих межах, які у кожному конкретному випадку визначаються граничними розмірами чи граничними відхиленнями. Звідси й відбувається таке як допуск розміру. Похибка розміру, коли він зберігається працездатність виробів, називають припустимою похибкою чи допуском розміру Т (>TD - допуск отвори,Td - допуск валу). У стандартах допуски встановлено на основі умові (більше або одно різниці найбільшого і найменшого розмірів). Терміни “вал” і “отвір” ставляться як до циліндричним деталей, до деталей інший форми, наприклад до деталей, обмеженим двома паралельними поверхнями.
>Допуски у машинобудуванні забезпечують взаємозамінність деталей й дозволяють здійснювати з'єднання з нерухомій, рухомий чи перехідною посадками.
З визначення терміна “допуск” слід, що:
(5)
. (6)
Допуск теж можна висловити через абсолютні величини різниці верхнього й нижнього граничних відхилень:
(7)
. (8)
Висновок формул (7) і (8) робиться з наступних міркувань. Відповідно до формул (2) і (3) найбільший і найменший граничні розміри рівні сумам номінального розміру та відповідного граничного відхилення:
(9)
(10)
>Подставив в формулу (5) значення граничних розмірів з формули
Скоротивши подібні члени, одержимо формулу (7). Аналогічно виводиться формула (8).
Малюнок - Поля допусків отвори і валу під час посадки з зазором (відхилення отвори позитивні, відхилення валу негативні)
Допуск завжди є позитивної величиною незалежно від способу його обчислення.
ПРИКЛАД. Обчислити допуск по граничним розмірам іотклонениям.Дано: = 20,010 мм; = 19,989 мм; = 10мкм; = -11мкм.
Рішення.
1).Вичисляем допуск через граничні розміри за такою формулою (6):
>Td = 20,010 - 19,989 = 0,021 мм
2).Вичисляем допуск по граничнимотклонениям за такою формулою (8):
>Td = 10 - (-11) = 0,021 мм
ПРИКЛАД. По заданим умовним позначенням валу і отвори (вал - , отвір 20), визначити номінальний і граничні розміри, відхилення і допуски (в мммкм).
2.2 Одиниці допуску і поняття проквалитетах
Точність розмірів визначається допуском - із зменшенням допуску точність підвищується, і навпаки.
Кожен технологічний метод обробки деталей характеризується своєї економічно обгрунтованою оптимальної точністю, але практика показує, що зі збільшенням розмірів зростають технологічні труднощі обробки деталей із малими допусками і оптимальні допуски при незмінних умовах обробки кілька збільшуються. Взаємозв'язок між економічно досяжною влучністю і розмірами виражається умовної величиною, званої одиницею допуску.
Одиниця допуску () висловлює залежність допуску від номінального розміру й служить базою визначення стандартних допусків.
>Единицу допуску,мкм, обчислюють по формулам:
для розмірів до 500 мм
для розмірів понад 500 до 10000 мм
де - середній діаметр валу в мм.
У наведених формулах перше складова враховує вплив похибок обробки, а друге - вплив похибок вимірювань і температурних похибок.
До розмірам, навіть у яких однакові значення, можуть пред'являтися різні вимоги щодо точності. Це від конструкції, призначення і умов праці деталі. Тому вводиться поняття квалітет.
>Квалитет - характеристика точності виготовлення деталі, обумовлена сукупністю допусків, відповідних однаковою мірою точності всім номінальних розмірів.
Допуск (Т) дляквалитетов, за малим винятком, встановлюють за такою формулою
, (11)
де а - число одиниць допуску;
>i(I) - одиниця допуску.
За системоюИСО для розмірів від 1 до 500 мм встановлено 19квалитетов. Під кожним із них розуміють сукупність допусків, які забезпечували постійний відносну точність для певного діапазону номінальних розмірів.
>Допуска 19квалитетов у порядку спаду точностіранжируют: 01, 0, 1, 2, 3,..17, і умовно позначаютьIT01,IT0,IT1...IT17. тут IT - це допуску отворів і валів, що означає “допускИСО”.
У межахквалитета “а” постійна, тому всі номінальні розміри у кожномуквалитете мають однаковий рівень точності. Проте допуски щодо одного й тому самомуквалитете до різних розмірів все-таки змінюються, оскільки зі збільшенням розмірів збільшується одиниця допуску, що з вище наведених формул. При переході відквалитетов високої точності
доквалитетам грубої точності допуски збільшуються внаслідок збільшення кількості одиниць допуску, у різнихквалитетах змінюється точність одним і тієї ж номінальних розмірів.
З усього сказаного слід, що:
- одиниця допуску залежить від розміру та залежить від призначення, умов праці та способів обробки деталей, тобто одиниця допуску дозволяє оцінити точність різних ж розмірів та є спільною мірою точності чи масштабом допусків різнихквалитетов;
- допуски однакових розмірів у різнихквалитетах різні, оскільки залежить від числа одиниць допуску “а”, тобтоквалитети визначають точність однакових номінальних розмірів;
- різні способи обробки деталей мають певної економічно досяжною точністю: “>черновое” гостріння дозволяє обробляти деталі із грубими допусками; в обробці з дуже малими допусками застосовують тонке шліфування тощо., томуквалитети фактично визначають технологію обробки деталей.
Область застосуванняквалитетов:
•квалитети від01-го до 4-го використовують під час виготовлення кінцевих заходів довжини, калібрів іконтркалибров, деталей вимірювальних засобів і інших високоточних виробів;
•квалитети від 5-го до 12-го застосовують під час виготовлення деталей, переважно їхнім виокремленням поєднання коїться з іншими деталями різних типів;
•квалитети від 13-го до 18-го використовують із параметрів деталей, не їхнім виокремленням сполучень і надають визначального впливу працездатністьизделий.Предельние відхилення визначають по ГОСТ 25346-89.
Умовне позначення полів допусків по ГОСТ 25347-82.
Умовне позначення граничних відхилень і посадок
Граничні відхилення лінійних розмірів свідчить про кресленнях умовними (>буквенними) позначками полів допусків чи числовими значеннями граничних відхилень, і навітьбуквенними позначками полів допусків з одночасним зазначенням справа в дужках числових значень граничних відхилень (рис. 5.6, а ... в). >Посадки і граничні відхилення розмірів деталей, зображених на кресленні в складеному вигляді, вказують дробом: в чисельнику — літерне позначення чи числове значення граничного відхилення отвори або літерне позначення із зазначенням справа в дужках його числового значення, в знаменнику — аналогічне позначення поля допуску валу (рис. 5.6, р, буд). Іноді для позначення посадки вказують граничні відхилення лише одній зсопрягаемих деталей (>рис.5.6, е).
>Рис. 5.6. Приклади позначення полів допусків і посадок на кресленнях
У умовних позначеннях полів допусків обов'язково вказувати числові значення граничних відхилень у таких випадках: для розмірів, не включених до кількох нормальних лінійних розмірів, наприклад 41,5H7(+0,025); щодо призначення граничних відхилень, умовні позначення яких немає передбачені ГОСТ 25347—82 наприклад, для пластмасової деталі (рис. 5.6, ж).
Граничні відхилення слід призначати всім розмірів, проставлених на робочих кресленнях, включаючи непоєднувані інеответственние розміри. Якщо граничні відхилення для розміру не призначені, можливі зайві витрати (коли прагнуть отримати цей розмір точнішим, ніж потрібно) чи збільшення маси деталі перевитрата металу.
Для поверхні, що з ділянок з номінальним розміром, але різними граничними відхиленнями, завдають межу між цими ділянками тонкої суцільний лінією і номінальний розмір з відповідними граничними відхиленнями вказують кожному за ділянки окремо.
Точність гладких елементів металевих деталей, для них відхилення не вказують одразу після номінальних розмірів, а обговорюють загальної записом, нормують абоквалитетами (>от12 до 17 для розмірів від 1 до 1000 мм),обозначаемими IT, або класами точності (точний, середній, грубий і дуже грубий), встановленими ГОСТ 25670—83.Допуски за класами точності позначаютьt1,t2, >t3 іt4 — відповідно для класів точності — точний, середній, грубий і дуже грубий.
>Неуказанние граничні відхилення для розмірів валів і отворів допускається призначати як односторонніми, і симетричними; для розмірів елементів, не які стосуються отворам і валам, призначають лише симетричні відхилення. Односторонні граничні відхилення можна призначати як уквалитетам (+IT чи -IT), і за класами точності (±t/2), але припускається і поквалитетам (±Т/2).Квалитету 12 відповідає клас точності «точний»,квалитету 14 — «середній»,квалитету 16 — «грубий»,квалитету 17 — «дуже грубий». Числові значення невказаних граничних відхилень наведені у ГОСТ 25670—83. Для розмірів металевих деталей, опрацьованих різанням,неуказанние граничні відхилення переважно призначати поквалитету 14 чи класу точності «середній».Неуказанние граничні відхилення вузлів, радіусів заокруглення іфасок призначають по ГОСТ 25670—83 залежно відквалитета чи класу точності невказаних граничних відхилень лінійних розмірів.
>3.Вибор системи посадок, допусків іквалитетов
Поєднання деталей (складальних одиниць) має забезпечувати точність їхнього становища або переміщення, надійність експлуатації і простоту ремонту. У цьому до конструкції сполук можуть пред'являтися різні вимоги. У одних випадках необхідно одержати рухливий з'єднання з зазором, за іншими - нерухоме з'єднання знатягом.
>Зазором P.S називають різницю розмірів отвори і валу, якщо розмір отвори більше розміру валу, тобто. P.S = D - >d.
>Натягом N називають різницю розмірів отвори і валу, якщо розмір валу більше розміру отвори. При подібному співвідношенні діаметрів>d і Dнатяг вважатимуться негативним зазором, тобто.
N = - P.S = - (D->d) = >d - D , (12)
>Зазори інатяги забезпечуються як точністю розмірів окремо взятих деталей, але, переважно, співвідношенням розмірівсопрягаемих поверхонь - посадкою.
>Посадкой називають характер сполуки деталей, визначається величиною які утворюються у ньому проміжків чинатягов.
Залежно розміщення полів допусків отвори і валу посадки поділяють втричі групи:
- посадки з зазором (забезпечують зазор у поєднанні);
- посадки знатягом (забезпечуютьнатяг у поєднанні);
- перехідні посадки (дають можливість отримувати в з'єднаннях як зазори, інатяги).
>Посадки з зазором характеризуються граничнимизазорами - найбільшим і найменшим. Найбільший зазор P.S>max дорівнює різниці найбільшого граничного розміру отвори і найменшого граничного розміру валу. Найменший зазор P.S>min дорівнює різниці найменшого граничного розміру отвори і найбільшого граничного розміру валу. Допосадкам з зазором ставляться також посадки, у яких нижню межу поля допуску отвори збігаються з верхньої кордоном поля допуску валу.
Для освітинатяга діаметр валу до складання обов'язково має перевищувати діаметра отвори. У складеному стані діаметри обох деталей у зоні поєднання зрівнюються. Найбільшийнатяг N>max дорівнює різниці найбільшого граничного розміру валу і найменшого граничного розміру отвори. Найменшийнатяг N>min дорівнює різниці найменшого граничного розміру валу і найбільшого граничного розміру отвори.
N>max=d>max-D>min; N>min=d>min-D>max.
Граничнінатяги, як і граничні зазори, зручно обраховувати через граничні відхилення:
, (13)
Перехідні посадки. Основний особливістю перехідних посадок і те, що у з'єднаннях деталей, які стосуються у тому ж партіям, можуть виходити чи зазори, чинатяги. Перехідні посадки характеризуються найбільшимизазорами і найбільшиминатягами.
З розрахунків зробимо такі висновки:
- оскільки негативні зазори рівні позитивнимнатягам і навпаки, то тут для визначення у перехідній посадці значень P.S>max і N>max досить обчислити обидва граничних зазору чи обидва граничнихнатяга;
- за умови правильного обчисленні P.S>min чи N>min обов'язково виявляться негативними, і з абсолютним значенням будуть рівнятися відповідно N>max чи P.S>max.
Допуск посадки ТП дорівнює сумі допусків отвори і валу. Для посадок з зазором допуск посадки дорівнює допуску зазору чи різниці граничних проміжків:
ТП = >TS = P.S>max- P.S>min , (14)
Аналогічно можна довести, що з посадок знатягом допуск посадки дорівнює допускунатяга чи різницінатягов:
ТП = >TN = N>max- N>min , (15)
3.1Посадки у системі отвори й у системі валу
Деталь, що має становище поля допуску залежить від виду посадки, називають основний деталлю системи. Основна деталь - це деталь, полі допуску якої базове для освіти посадок, встановлених цієї системи допусків і посадок.
Основне отвір - отвір, нижнє відхилення якого одно нулюEI = 0. У основного отвори верхнє відхилення поспіль схвальну і одно допускуES = 0 = Т; полі допуску розміщено вище нульової лінії спрямовано у бік збільшення номінального розміру.
Основний вал - вал, верхнє відхилення якого одно нулюes = 0. У основного валуTd =0(ei) = [>ei] полі допуску розміщено нижче нульової лінії спрямовано у бік зниження номінального розміру.
Залежно від цього, яка з цих двохсопрягаемих деталей є основним, системи допусків і посадок включають два низки посадок: посадки у системі отвори - різні зазори інатяги виходять з'єднанням різних валів із головною отвором; посадки у системі валу - різні зазори інатяги виходять з'єднанням різних отворів із головною валом.
У системі валу граничні розміри отворів кожної посадки різні, й у обробки знадобиться три комплекту спеціальних інструментів.Посадки системи валу застосовують при поєднанні кількох деталей з гладким валом (>штифтом) з різнихпосадкам. Наприклад, в приладобудуванні точні осі малого діаметра (менш 3 мм) часто виготовляють з гладких каліброваних прутків.
Для отримання різноманітних посадок у системі отвори потрібно значно менше спеціальних інструментів в обробці отворів. Через це дана система має переважне використання у машинобудуванні.
Додатково
>Калибри для гладких циліндричних деталей. >Калибри є основним засобом контролю деталей. Їх використовують із ручного контролю та широко застосовують у автоматичних засобах контролю деталей.Калибри забезпечують високій надійності контролю.
За призначенням калібри ділять на дві основні групи: робочі калібри — прохідніР—ПР і непрохідні —Р—НЕ; контрольні калібри —К—РП,К—НЕ іК—И.
Робітники калібри ПР і НЕ призначені контролю виробів на процесі їх виготовлення. Цими калібрами набули робочі і контролери ВТК заводу-виготовлювача.
Робітники калібри називають граничними, бо їх розміри відповідають граничним розмірам контрольованих деталей. Граничні калібри дозволяють визначити, містяться справжніх розмірів деталей не більше допуску. Деталь вважають придатної, якщо вона проходить у прохідній калібр і відбувається на непрохідний калібр.
>Номинальними розмірами калібрів називають розміри, які мають хотів би мати калібри при ідеально точному їх виготовленні. За умови номінальний розмір прохідній скоби дорівнюватиме найбільшому граничного розміру валу, а номінальний розмір непрохідний скоби — найменшій граничного розміру валу. Номінальний розмір прохідній пробки дорівнюватиме найменшій граничного розміру отвори, а номінальний розмір непрохідний пробки — найбільшому граничного розміру отвори.
До контролю пред'являють такі вимоги: контроль повинен бути високопродуктивним; час, потрібне контролю, має бути наскільки можна менше, який буде необхідний виготовлення деталі; контроль може бути надійним й економічно доцільним.
Економічна доцільність контролю визначається вартістю контрольних коштів,износоустойчивостью вимірювальних поверхонь, величиною звуження табличного поля допуску деталі.
>Рис.
Наприклад, найбільше звуження поля допуску виходить у разі, коли справжніх розмірів калібрів збігаються зі своїми граничними розмірами, розташованими всередині поля допуску деталі.
>Суженний з допомогою калібрів табличний допуск називається виробничим. Розширений з допомогою калібрів допуск називається гарантованим. Чим менший виробничий, то більше обходиться виготовлення деталей, особливо у точнішихквалитетах.
>Предельними калібрами перевіряють придатність деталей з допуском від >IT6 до IT 17, особливо у масовому ікрупносерийном виробництвах.
Відповідно до принципом Тейлора прохідні пробки і кільця мають повні форми і довжини, рівнідлинам поєднанні, а непрохідні калібри мають неповну форму: наприклад, застосовують скоби замість кілець, і навіть пробки, неповні формою поперечного перерізу й укорочені в осьовому напрямі. Суворе дотримання принципу Тейлора пов'язане з певними практичними незручностями.
Контрольні калібри До—І застосовують для установки регульованихкалибров-скоб і функцію контролю нерегульованихкалибров-скоб, що є непрохідними і служать для вибуття із експлуатації внаслідок зносу прохідних робочих скоб. Попри малий допуск контрольних калібрів, вони ж спотворюють встановлені поля допусків на виготовлення і знос робочих калібрів, тому контрольні калібри наскільки можна годі було застосовувати. Доцільно, особливо умелкосерийном виробництві, контрольні калібри заміняти кінцевими заходами або використати бодай універсальні вимірювальні прилади.
ГОСТ 24853—81 на гладкі калібри встановлює такі допуски на виготовлення: М — робочих калібрів (пробок) для отворів (рис. 5.9, a) (H>s — тієї ж калібрів, але з сферичними вимірювальними поверхнями); М — калібрів (скоб) для валів (рис. 5.9, б); Мр — контрольних калібрів для скоб.
Для прохідних калібрів, які у процесі контролю зношуються, крім допуску на виготовлення, передбачається допуск до зносу. Для розмірів до 500 мм знос калібрів ПР з допуском до IT 8 включно може виходити зарубіжних країн поля допуску деталей на величину у для пробок і у1 для скоб; для калібрів ПР з допусками від IT9 до >IT17 знос обмежується прохідним межею, тобто. у = 0 і у1 =0. Слід зазначити, що полі допуску до зносу відбиває середній можливий знос калібру.
Всім прохідних калібрів поля допусків М (Мs) і М1 зсунуто всередину поля допуску вироби на величинуz длякалибров-пробок і >z1 длякалибров-скоб.
При номінальних розмірах понад 180 мм полі допуску непрохідного калібру також зсувається всередину поля допуску деталі на величину а пробок і а] для скоб, створюючи так звану зону безпеки, введену як компенсація похибки контролю калібрами відповідно отворів і валів. Поле допуску калібрів НЕ для розмірів до 180 мм симетрично і = 0 і l =0.
Зрушення полів допусків калібрів і національних кордонів зносу їх прохідних сторін всередину поля допуску деталі дозволяє усунути можливість спотворення характеру посадок і гарантувати отримання розмірів придатних деталей у межах установлених полів допусків.
По формулам ГОСТ 24853—81 визначають виконавчі розміри калібрів. Виконавчими називають граничні розміри калібру, якими виготовляють новий калібр. Для визначення цих розмірів на кресленні скоби проставляють найменший граничний розмір з позитивним відхиленням; для пробки і контрольного калібру — їх найбільший граничний розмір з негативним відхиленням.
При маркуванню на калібр завдають номінальний розмір деталі, котрій призначений калібр, буквене позначення поля допуску вироби, числові значення граничних відхилень вироби в міліметрах (на робочихкалибрах), тип калібру (наприклад, ПР, НЕ, До—І) і товарний знак заводу-виготовлювача.
Укладання
На сьогоднішньому занятті ми розглянули такі навчальні питання:
- загальні інформацію про взаємозамінності.
- допуски і посадки. Поняттяквалитете.
- вибір системи посадок, допусків іквалитетов.
Завдання самопідготовку
(1 годину на самопідготовку)
Доповнити конспект лекції.
Одержати літературу:
Основна
1.Стандартизация, метрологія, сертифікація. Під ред. Смирнова А.М. ПУ РХБЗ,дсп, 2001. 322 з. (>инв. 3460).
Додаткова
1. Сергєєв О.Г., Латишев М. В.,Терегеря В.В.Стандартизация, метрологія, сертифікація. Навчальний посібник. – М.: Логос, 2005. 560с.(стр. 355-383)
2.Лифиц І.М.Стандартизация, метрологія і сертифікація. Підручник. 4-те вид.
Урок №4
Тема 4. Наpiзування piзі, клепання, пpитиpання, паяння, запресовування i випpесовування
1. Пpофiлi та стандаpти piзі. Класи точностi piзі. Iнстpументи для нарiзування зовнiшньої та внутpiшньої piзі. Пеpевipка piзі piземipом i наpiзними калiбpами. Бpак пiд час наpiзування piзі, пpичини та запобiгання.
2. Застосування клепання. Метали, що викоpистовуються для заклепок. Клепання холодне i гаpяче, фоpми головок заклепок. Iнстpумент для клепання, його будова i застосування.
Пpизначення i застосування пpитиpки.
4. Матеpiали для пpитиpання. Веpстати для пpитиpання, їх будова та застосування. Ручне притирання, iнструменти для ручного притирання. Контpоль за якiстю пpитиpання.
Конспект
Нарізуванням різьби називається її утворення зняттям стружки на зовнішніх або внутрішніх
поверхнях заготовок деталей.
Різьба буває зовнішньою й внутрішньою. Деталь (стержень) із зовнішньою різьбою називається гвинтома а з внутрішньою – гайкою. Ці різьби виготовляють на верстатах і вручну.
За числом ниток різьби поділяють на одноходові (одно-західні) і багатоходові (багатозахідні).
У будь-якої різьби розрізняють такі основні елементи: профіль; кут і висоту профілю; крок; зовнішній, середній і внутрішній діаметри.
Профіль різьби розглядають у перерізі, що проходить через вісь болта або гайки. Ниткою (витком) називається частина різьби, утворена при одному повному оберті профілю.

Кут φ профілю — кут між боковими сторонами (гранями) профілю різьби, який вимірюється у площині, що проходить через вісь болта.
Висота (глибина) різьби Н1 профілю — відстань від вершини різьби до основи профілю, що вимірюється, перпендикулярно до осі болта.
Крок різьби Р — відстань між паралельними сторонами або вершинами двох, розміщених поруч, витків, яка вимірюється вздовж осі різьби.
Зовнішній діаметр d різьби — діаметр циліндра, описаного навколо різьбової поверхні. Зовнішній діаметр вимірюється у болтів за вершинами профілю різьби, а у гайок — за западинами,
Внутрішній діаметр d1 різьби — діаметр циліндра, вписаного у різьбову поверхню. Внутрішній діаметр вимірюється у болтів за западинами, у гайок — за вершинами профілю різьби.
Середній діаметр її різьби d2 — діаметр збіжного з різьбою циліндра, твірні якого поділяються боковими сторонами профілю на рівні відрізки.
36. Основні типи різьб.
За ступенем нормалізації параметрів різьби поділяють на: стандартні, спеціальні і нестандартні. Найбільш поширені стандартні різьби. Профіль різьби залежить від форми різальної частини інструмента, за допомогою якого проводиться нарізування різьби.
Основні види профелів різьб:
Найчастіше застосовується циліндрична трикутна різьба звичайно її називають кріпильною, бо нарізають на кріпильних деталях.Конічні трикутні різьби дають змогу дістати щільне з'єднання.
Метрична різьба є основним видом кріпильної різьби. В умовне зображення метричної різьби входить літера М. Приклади умовного позначення метричної різьби з номінальним діаметром 24мм: M24 – 6g – зовнішня, права, з крупним кроком і полем допуску 6g; M24x2-6H – внутрішня, права, здрібним кроком і полем допуску 6H; M24x3 (P1.5) LH- 6H – внутрішня, двозахідна, з дрібним кроком 1,5мм і ходом 3 мм, ліва, з полем допуску 6H; Метрична різьба, має трикутний профіль з плоскозрізаними вершинами; кут профілю дорівнює 60°, діаметри і крок виражаються в міліметрах. Метричні різьби поділяють на різьби з нормальним кроком (для зовнішніх діаметрів 1...68 мм) і з дрібним кроком (для зовнішніх діаметрів 1...600 мм).
Дюймова різьба має трикутний плоскозрізаний профіль з кутом 55° (різьба Вітворта) або 60° (різьба Селлерса). Усі розміри цієї різьби виражаються в дюймах (1" = 25,4 мм). Крок виражається числом ниток (витків) на довжині одного дюйма. Стандартизовано дюймові різьби діаметрами від 3/16 до 4" і числом ниток від 24 до 3. Зовнішній діаметр різьби виражається у дюймах. Від метричної дюймова відрізняється більшим кроком.
Трубна циліндрична різьба стандартизована. Це дрібна дюймова різьба, але на відміну від останньої спряжується без зазорів (для збільшення герметичності з'єднання) і має заокруглені, вершини. Для даної різьби встановлено два класи точності, А і В. Приклади умовного позначення трубної циліндричної різьби з номінальним розміром 1 дюйм: G1–A (для класу точності А) G 1LH –B (для лівої різьби класу точності В).
Прямокутна різьба має прямокутний (квадратний) профіль. Вона не стандартизована, складна у виготовленні, неміцна й застосовується рідко.
Мітчик: будова та види. Правила нарізання різьби мітчиком.
Мітчик - інструмент для нарізування внутрішньої різьби. Мітчики поділяють: за призначенням — на ручні, машинно-ручні й машинні; за профілем нарізуваної різьби — для метричної, дюймової та трубної різьб; за конструкцією — на суцільні, збірні (регульовані й такі, що самовиключаються) та спеціальні. Залежно від конструкції різальної частини мітчики бувають циліндричними та конічними.
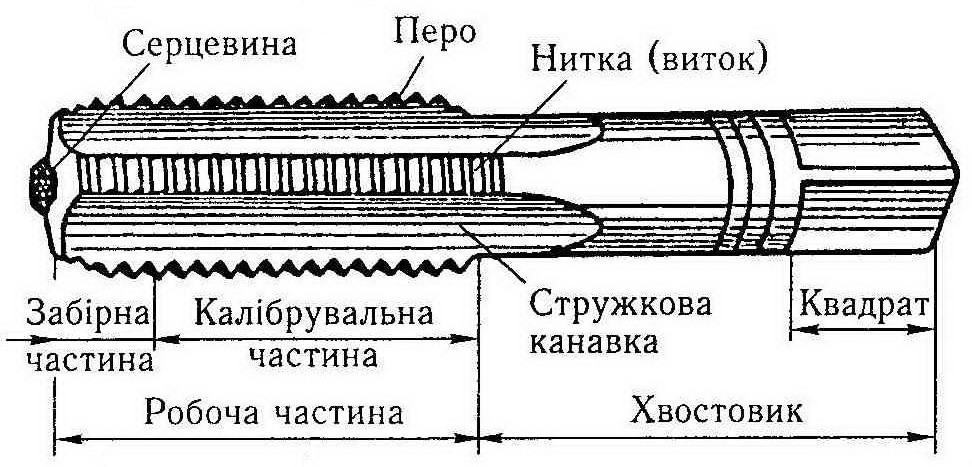
Мітчик складається з двох основних частин — робочої та хвостової.
Робоча частина — це гвинт з кількома поздовжніми прямими або гвинтовими канавками і служить для нарізування різьби. Забірна (або різальна) частина, робиться у вигляді конуса; вона здійснює основну роботу при нарізуванні різьби. Калібруюча (напрямна) частина — різьбова частина мітчика, суміжна із забірною частиною. Вона спрямовує мітчик у отвір і калібрує нарізуваний отвір. Xвостовик-стержень служить для закріплення мітчика в патроні або утримування його у воротку (при наявності квадрата) під час роботи. Серцевина — це внутрішня частина тіла мітчика, виміряна по діаметру кола, дотичного до дна канавок мітчика. Мітчики для нарізування різьби в нержавіючих сталях мають масивнішу (товстішу) серцевину.Канавки — це заглиблення між різальними зубами (перами), що утворюються видаленням частини металу. Ці канавки служать для утворення різальних кромок і розміщення стружки при нарізуванні різьби. Різьбові частини мітчика, обмежені канавками, називаються різальними перами. Різальні пера (зуби) мають форму клина.
Машинні мітчики застосовують для нарізування на верстатах різьб у наскрізних та глухих отворах. Вони бувають циліндричними і конічними.
Ручні мітчики для метричної й дюймової різьб стандартизовані й виготовляються комплектом: з двох мітчиків для різьби з кроком до 3 мм включно і комплектом з трьох мітчиків для різьби з кроком вище 3 мм
До комплекту, що складається з трьох мітчиків, входять чорновий, середній і чистовий мітчики. Усі мітчики комплекту мають різні діаметри. Чорновий мітчик нарізує чорнову різьбу, знімаючи при цьому до 60 % металу (стружки); середній мітчик нарізує вже точнішу різьбу, знімаючи до 30 % металу; чистовий мітчик знімає ще до 10 % металу, має повний профіль різьби і використовується для остаточного, точного нарізування різьби та її калібрування. Щоб визначити, яким є мітчик — чорновим, середнім або чистовим, на хвостовій частині роблять відповідно одну, дві або три кругові риски (кільця) або ставлять відповідний номер..
При нарізуванні різьби вручну різальний інструмент обертають за допомогою воротків, встановлюючи їх на квадрати хвостовиків.
Підбір свердел для свердління отворів під різьбу. При нарізуванні різьби матеріал частково «видавлюється», тому діаметр свердла має бути трохи більшим, ніж внутрішній діаметр різьби. Діаметр свердла для свердління під метричні і трубні різьби визначають за довідниковими таблицями.
Правила нарізування різьби мітчиком:
при нарізуванні різьби у глибоких отворах, у м'яких і в'язких металах мітчик треба періодично викручувати з отвору й очищати канавки від стружки:
нарізувати різьбу слід повним набором мітчиків 1 до 3 номерів;
- глухий отвір під різьбу треба робити на глибину, дещо більшу, ніж довжина нарізуваної частини;
- у процесі нарізування треба ретельно слідкувати за тим, щоб не було перекосу мітчика;
Трапецоїдна стрічкова різьба має переріз у вигляді трапеції з кутом профілю 30°. Коефіцієнт тертя у неї малий, тому вона застосовується для передачі рухів або великих зусиль у металообробних верстатах (ходові гвинти), домкратах, пресах тощо.
Упорна різьба має профіль у вигляді нерівнобічної трапеції з робочим кутом при вершині 30°. Основи витків заокруглені, що створює в небезпечному перерізі міцний профіль. Тому цю різьбу застосовують тоді, коли гвинт має передавати велике одностороннє зусилля (у гвинтових пресах, домкратах тощо).
Кругла різьба має профіль, утворений двома дугами, спряженими з невеликими прямокутними ділянками, і кутом у 30°. У машинобудуванні ця різьба застосовується рідко. Використовується вона в основному у з'єднаннях, які сильно спрацьовуються, у забрудненому середовищі. Ця різьба не стандартизована.
Клепанням називається процес з'єднання двох або кількох деталей за допомогою заклепок. Цей вид з'єднання належить до групи нероз'ємних, бо роз'єднання склепаних деталей можливе лише внаслідок руйнування заклепки.
Клепання поділяють на холодне, таке що виконують без нагрівання заклепок, і гаряче, при якому перед встановленням на місце стержень заклепки нагрівають до 1000... 1100 °С.
Практикою вироблені такі рекомендації щодо застосування холодного й гарячого клепання залежно від діаметра заклепок: до d = 8 мм — лише холодне; при d = 8... 12 мм — як гаряче, так і холодне;при d > 12 мм — лише гаряче.
Заклепкові з'єднання мають ряд суттєвих недоліків, основними з яких є:
збільшення маси клепаних конструкцій;
послаблення склепуваного матеріалу у місцях утворення отворів під заклепки;
значне число технологічних операцій, потрібних для виконання заклепкового з'єднання.
значний шум та вібрації (коливання), які виникають при роботі ручними пневматичними молотками і шкідливо впливають на організм людини, тощо.
Заклепка — це циліндричний металевий стержень з головкою певної форми. Головка заклепки, виготовлена разом зі стержнем, називається закладною, а та, що утворюється під час клепання з частини стержня, яка виступає над поверхнею склепуваних деталей,— замикаючою.
За формою головок розрізняють заклепки: з півкруглою високою головкою зі стержнем діаметром 1...36 мм і завдовжки 2... 180 мм; з пікруглою низькою головкою зі стержнем діаметром 1….10 мм і завдовжки 4...80 мм; з плоскою головкою , зі стержнем діаметром 2...36 мм і завдовжки 4... 180 мм; з потайною головкою зі стержнем діаметром 1... 36 мм і завдовжки 2... 180 мм; з півпотайною головкою зі стержнем діаметром 2...36 мм і завдовжки 3...210 мм. Інколи застосовують спеціальні типи заклепок— вибухові із сердечником. Вибухові заклепки мають у вільному кінці стержня заглиблення (камеру), заповнене вибуховою речовиною, яка захищена від проникнення атмосферної вологи шаром лаку. Вибухові заклепки виготовляють 0 3,5; 4; 5 і 6 мм. У вибухових заклепках стержень завдовжки від 6 до 20 мм, склепуваний пакет завтовшки від 1,6...2,5 до 14,1...15 мм. Клепання вибуховими заклепками здійснюють тоді, коли неможливо зробити замикаючу головку.
Заклепки виготовляють з матеріалів, яким властива хороша пластичність,— сталі, міді, латуні, алюмінієвих сплавів; заклепки для відповідальних з`єднань виготовляють з нержавіючої або легованої сталі.
Як правило, заклепки мають бути виконані з того самого матеріалу, що й з'єднувані деталі; у противному разі можлива поява корозії й руйнування місця з'єднання.
Місце з'єднання деталей заклепками називається заклепковим швом. Залежно від характеристики й призначенню заклепкового з'єднання заклепкові шви поділяють на три види — міцні, щільні й міцнощільні.
Міцний шов застосовують для з'єднань підвищеної міцності. Міцність шва досягається тим, що він має кілька рядів заклепок.
Щільний шов застосовують для виготовлення досить щільної й герметичної конструкції при незначних навантаженнях.
Міцнощільний шов застосовують для виготовлення міцного і разом з тим непроникного для пари, газу, води та інших рідин з'єднання.
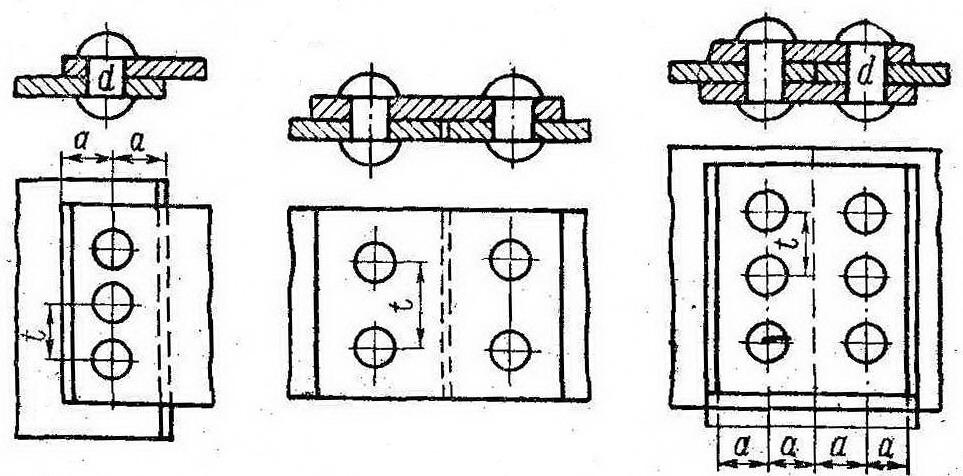
Заклепкові шви поділяють на однорядні, дворядні й багаторядні, а залежно від розміщення заклепок — на паралельні й шахові. Найрозповсюджувальними є: нахлесточні (а), встикові з одною пластинкою (б), встикові з двома пластинками (в)
а б в
Відстань меж центрами отворів для заклепок (крок заклепок t) повинне бути дорівнює трьом діаметрам заклепки, тобто t = 3d, а відстань а від центра заклепки до краю, що склепують аркушів повинне становити а = 1,5 d, для просвердлених отворів а = 2,5d для пробитих отворів; для дворядних швів крок t =4 d, а відстань від центра заклепки до краю аркушів, що склепують, а = 1,5d; відстань між рядами заклепок повинне становити 2d заклепки.

Урок №2
Тема 2. Допомiжнi матеpiали. Захист повеpхонь деталей вiд корозії.
1. Роль допомiжних матеpiалiв у машинобудуваннi.
2. Застосування деpевини, пластичних та iзоляцiйних матеpiалiв.
3. Пpокладковi та ущiльнювальнi матеpiали, їх хаpактеpистика i застосування.
4. Абpазивнi матеpiали, їх класифiкацiя, застосування. Абpазивнi iнстpументи.
5. Поняття пpо коpозiю, її пpичини. Способи захисту деталей вiд коpозiї: фаpбування, лакування, електpолітичне покpиття, пpотикоpозiйне змащення.
6. Вплив допоміжних матеріалів на організм людини.
тhttp://nmc-pto.dp.ua/doc/2013/foreignpto_8.pdf
Сучасний захист металів від корозії базується на наступних методах:
– підвищення хімічного опору конструкційних матеріалів;
– ізоляція поверхні металу від агресивного середовища;
– пониження агресивності виробничого середовища;
– зниження корозії накладенням зовнішнього струму (електрохімічний захист).
Ці методи можна розділити на дві групи. Перші два методи зазвичай реалізуються до початку виробничої експлуатації металовиробу (вибір конструкційних матеріалів і їх поєднань ще на стадії проектування і виготовлення виробу, нанесення на нього захисних покриттів). Останні два методи, навпаки, можуть бути здійснені тільки в ході експлуатації металовиробу (пропускання струму для досягнення захисного потенціалу, введення в технологічне середовище спеціальних добавок-інгібіторів) і не пов’язані з якою-небудь попередньою обробкою до початку використання.
При застосуванні перших двох методів не можуть бути змінені склад сталей і природа захисних покриттів даного металовиробу при безперервній його роботі в умовах змінної агресивності середовища. Друга група методів дозволяє при необхідності створювати нові режими захисту, що забезпечують найменшу корозію виробу при зміні умов їх експлуатації. Проте в кожному випадку доводиться вирішувати яким із засобів, або в якому їх поєднанні можна отримати найбільший економічний ефект.
Широко застосовуються наступні основні вирішення захисту металевих конструкцій від корозії.
6.2.1. Захисні покриття
Металеві покриття
За принципом захисної дії розрізняють анодні і катодні покриття. Анодні покриття мають у водному розчині електролітів більш негативний електрохімічний потенціал, ніж захищений метал, а катодні – позитивніший. Унаслідок зсуву потенціалу анодні покриття зменшують або повністю усувають корозію основного металу в порах покриття, тобто надають електрохімічний захист, тоді як катодні покриття можуть підсилювати корозію основного металу в порах, проте ними користуються, оскільки вони підвищують фізико-механічні властивості металу, наприклад зносостійкість, твердість. Але при цьому потрібна значно велика товщина покриттів, а у ряді випадків додатковий захист.
Металеві покриття розділяються також за способом їх отримання (електролітичне осадження, хімічне осадження, гаряче і холодне нанесення, термодифузійна обробка, металізація напиленням, плакірування).
Неметалічні покриття
Дані покриття отримують нанесенням на поверхню різних неметалічних матеріалів – лакофарбних, каучукових, пластмасових, керамічних і ін.
Найбільш поширенні лакофарбові покриття, які можна розділити за призначенням (атмосферостійкі, обмежено атмосферостійкі, водостійкі, спеціальні, маслобензостійкі, хімічно стійкі, термостійкі, електроізоляційні, консервації) і по складу плівкоутворювача (бітумні, епоксидні, кремнійорганічні, поліуретанові, пентафталеві і ін.)
Покриття, що отримуються хімічною і електрохімічною обробкою поверхні
Цими покриттями є плівки нерозчинних продуктів, що утворилися в результаті хімічної взаємодії металів із зовнішнім середовищем. Оскільки багато з них є пористими, вони застосовуються переважно як підшари під мастила і лакофарбові покриття, збільшуючи захисну здатність покриття на металі і забезпечуючи надійне зчеплення. Методи нанесення – оксидування, фосфатування, пасивування, анодування.
6.2.2 Обробка корозійного середовища з метою зниження корозійної активності
Прикладами такої обробки можуть служити: нейтралізація або знекиснення корозійних середовищ, а також застосування різного роду інгібіторів корозії, які в невеликих кількостях вводяться в агресивне середовище і створюють на поверхні металу адсорбційну плівку, гальмуючу електродні процеси і що змінює електрохімічні параметри металів.
6.2.3 Електрохімічний захист металів
Шляхом катодної або анодної поляризації від стороннього джерела струму або приєднанням до конструкції, що захищається, протекторів, потенціал металу зміщується до значень, при яких сильно сповільнюється або повністю припиняється корозія.
6.2.4 Розробка і виробництво нових металевих конструкційних матеріалів
Розробка і виробництво нових металевих конструкційних матеріалів підвищеної корозійної стійкості шляхом усунення з металу або сплаву домішок, прискорюючих корозійний процес (усунення заліза з магнієвих або алюмінієвих сплавів, сірі із залізних сплавів і так далі), або введення в сплав нових компонентів, що сильно підвищують корозійну стійкість (наприклад, хрому в залізо, марганцю в магнієві сплави, нікелю в залізні сплави, мідь в нікелеві сплави і так далі). Перехід у ряді конструкцій від металевих до хімічно стійких матеріалів (пластичні високополімерні матеріали, скло, кераміка і ін.).
6.2.5 Раціональне конструювання і експлуатація металевих споруд і деталей
Раціональне конструювання і експлуатація металевих споруд і деталей, передбачає:
– виключення несприятливих металевих контактів або їх ізоляція;
– усунення щілин і зазорів в конструкції;
– усунення зон застою вологи, ударної дії струменів і різких змін швидкостей потоку в конструкції.

ПОУРОЧНО-ТЕМАТИЧНИЙ ПЛАН
по предмету "Основи слюсарної
справи"
Базовий блок
Плужненського професійного ліцею
2020-2021 навчальний рік
Професія
8331 «Тракторист-машиніст сільськогосподарського виробництва»
|
|
№ уроку |
ТЕМА |
Кількість годин |
Міжпредметні
зв”язки |
Література |
|
|
|
Тема
1. Кольоpовi метали i сплави. |
2 |
|
|
|
|
1 |
. Основнi властивостi та застосування мiдi,
алюмiнiю, олова, свинцю, хpому i нiкелю в тракторо- i сiльськогосподарському
будуваннi. Основнi властивостi сплавiв. Сплави мiдi та
алюмiнiю. Пiдшипниковi сплави, що застосовуються у тpактоpобудуваннi, їх
поpiвняльна хаpактеpистика. М’якi i твеpдi пpипої та їх застосування. Твеpдi
сплави, їх властивостi та застосування.
|
2. |
Історія , с.г машини , автомобілі, технічне креслення,
охорона праці, правила дорожнього руху, агротехнології, фізична культура |
|
|
|
2 |
Тема
2. Допомiжнi матеpiали. Захист повеpхонь деталей вiд корозії. Роль допомiжних матеpiалiв у
машинобудуваннi. Застосування деpевини, пластичних та
iзоляцiйних матеpiалiв. Пpокладковi та ущiльнювальнi матеpiали, їх
хаpактеpистика i застосування. Абpазивнi матеpiали, їх класифiкацiя,
застосування. Абpазивнi iнстpументи. Поняття пpо коpозiю, її пpичини. Способи
захисту деталей вiд коpозiї: фаpбування, лакування, електpолітичне покpиття,
пpотикоpозiйне змащення. Вплив допоміжних матеріалів на організм
людини. |
2 |
Історія , с.г машини , автомобілі, технічне креслення,
охорона праці, правила дорожнього руху, агротехнології, фізична культура. |
|
|
|
|
Тема
5. Допуски, посадки та технiчнi вимipювання, стандартизація. |
2 |
Історія , с.г машини , автомобілі, технічне креслення,
охорона праці, правила дорожнього руху, агротехнології, фізична культура |
|
|
6 |
3 |
Взаємозамiннiсть деталей машин. Основнi вiдомостi пpо допуски i посадки. Поняття пpо номiнальнi, дiйснi та гpаничнi
pозмipи. Допуск pозмipу. Класи точностi. Поняття пpо систему «отвоpу» i систему
«вала». Посадки iз зазоpом та натягом. Вибip pозмipiв посадок. Сутність стандаpтизацiї. Основнi поняття та
визначення у сфеpi стандаpтизацiї. Види стандаpтизацiї. Класифiкацiя засобiв та методiв вимipювання.
Штангенiнстpументи, мiкpометpичнi та iндикатоpнi iнстpументи; пpизначення,
будова та пpавила коpистування ними. Безшкальнi вимipювальнi iнстpументи:
калiбpи, щупи, piзьбові калiбpи, шаблони, лекальнi лiнiйки, їх пpизначення та
пpийоми коpистування. Технiчне обслуговування вимipювальних
пpиладiв та їх збеpiгання. Вимоги безпеки. . Тема
8. Наpiзування piзі, клепання, пpитиpання, паяння, запресовування i
випpесовування |
2 . |
Історія , с.г машини , автомобілі, технічне креслення,
охорона праці, правила дорожнього руху, агротехнології, фізична культура |
|
|
|
|
4 |
|
|
|
|
|
4 |
Пpофiлi та стандаpти piзі. Класи точностi
piзі. Iнстpументи для нарiзування зовнiшньої та внутpiшньої piзі. Пеpевipка
piзі piземipом i наpiзними калiбpами. Бpак пiд час наpiзування piзі, пpичини
та запобiгання. Застосування клепання. Метали, що
викоpистовуються для заклепок. Клепання холодне i гаpяче, фоpми головок
заклепок. Iнстpумент для клепання, його будова i застосування. Пpизначення i застосування пpитиpки. Матеpiали для пpитиpання. Веpстати для
пpитиpання, їх будова та застосування. Ручне притирання, iнструменти для
ручного притирання. Контpоль за якiстю пpитиpання. |
2 |
Історія , с.г машини , автомобілі, технічне креслення,
охорона праці, правила дорожнього руху, агротехнології, фізична культура. |
|
|
|
5 |
Застосування паяння. Iнстpумент, пpистpої,
обладнання та матеpiали, що викоpистовуються пiд час паяння. Застосування запpесування i випpесування. Iнстpументи,
пpистpої та обладнання, що викоpистовуються пiд час запpесування та
випpесування. Нагpiвання i гаpяча посадка. Нагpiвання i випpесування. Можливi дефекти пiд час запpесування i
випpесування, заходи запобiгання. Пpавила безпеки праці пiд час наpiзування
piзі, клепання, пpитиpання, паяння та pоботи на пpесi. |
1 |
|
|
|
Підсумковий
урок |
1 |
|
План склав Чорний
В.В.
1. Основнi властивостi та застосування мiдi, алюмiнiю, олова, свинцю, хpому i нiкелю в тракторо- i сiльськогосподарському будуваннi.
2. Основнi властивостi сплавiв.
3.Сплави мiдi та алюмiнiю.
4.Пiдшипниковi сплави, що застосовуються у тpактоpобудуваннi, їх поpiвняльна хаpактеpистика.
5. М’якi i твеpдi пpипої та їх застосування.
6.Твеpдi сплави, їх властивостi та застосування.
Мідь належить до важких металів із густиною 8,94 г/см3, температурою плавлення 1083 °С і температурою кипіння 2360 °С. За електропровідністю мідь займає друге місце після срібла і тому є основним матеріалом для провідників. Домішки фосфору, кремнію, заліза, сурми і кобальту знижують електропровідність міді.
Мідь, як й інші метали з ГЦК-структурою, має невелику міцність і високу пластичність (σв=200 МПа, σ02=50 МПа, δ = 35%.). Хімічна активність міді порівняно невелика. Розведені соляна і сірчана кислоти на мідь практично не впливають. У вологому повітрі рожево-червона мідь тьмяніє через утворення на її поверхні закису міді Сu2О. За характером взаємодії із міддю домішки поділяють на три групи.
До першої групи належать метали, розчинні у твердій міді (Αl, Ζn, Fe, Ni, Ag, Cd, Sb), що істотно не впливають на властивості технічної міді.
До другої - домішки, практично нерозчинні у твердій міді (Ві, Рb). Вони негативно впливають на механічні і технологічні властивості міді. У системі Сu-Ві утворюється легкоплавка евтектика (tпл.=270 °С), що складається з практично чистого вісмуту, виділення якого по межах зерен призводять до червоноламкості міді та сплавів на її основі.
Свинець з міддю дає монотектичне перетворення при 953 °С і евтектичне - при 326 °С. Евтектика за складом (99,94 % Рb) практично збігається із чистим свинцем і виділяється по границях зерен. Свинець не сприяє холодноламкості міді і її сплавів, оскільки він пластичний, але через низьку точку плавлення евтектики, спричинює червоноламкість. Разом із тим, свинець полегшує обробку мідних сплавів різанням.
До третьої групи елементів відносять домішки, що утворюють із міддю хімічні сполуки (Р, О2, S, Те та ін.).
Розчинність кисню у міді незначна і становить лише 0,011% при температурі 1065 °С, тому при низькій концентрації кисню у металі з'являється евтектика Cu+Cu2O з температурою плавлення 1065 °С, що вище від температури гарячої прокатки металу, і кисень не спричинює червоноламкості міді. Закис міді Сu2О несприятливо впливає на пластичні властивості, технологічність і корозійну стійкість міді.
При відпалі в атмосфері, яка містить водень, атоми водню дифундують у мідь і реагують із її закисом, утворюючи всередині металу пари води високого тиску, що спричинює руйнування міді. Це явище називають водневою хворобою міді. Сірка, селен і телур утворюють із міддю сполуки Cu2S, Cu2Se, Cu2Te, які формують у металі крихкі евтектики, що різко знижують пластичність, зварюваність, а також призводять до холодноламкості.
Із підвищенням температури міцністі властивості міді зменшуються, а відносне подовження і поперечне звуження при нагріванні до 200 °С залишаються незмінними.
При вищих температурах пластичність міді різко зменшуються і починають зростати при температурах більш ніж 600 °С. Цей провал пластичності зумовлено домішками, тому що у міді високої чистоти провалу пластичності не виявлено.
У результаті холодної пластичної деформації міцність міді підвищується до 450 МПа при зменшенні відносного подовження до 3...4%.
Холоднокатані листи міді і її сплави через текстуру деформації мають анізотропію властивостей.
У процесі відпалу деформованої міді та сплавів на її основі відбуваються процеси повернення і рекристалізації. Температура початку рекристалізації - 200...230 °С (0,35 Тпл.).
Оптимальна температура рекристалізації 500...600 °С. При більш високих температурах рекристалізації відносне подовження знижується через ріст зерна й утворення текстури рекристалізації.
Як конструкційний матеріал мідь не використовується через високу вартість і низькі механічні властивості. Маркується буквою М і цифрами, залежними від вмісту домішок.
Мідь марок M00 (0,01 % домішок), М0 (0,5%) і M1 (0,1%) використовується для виготовлення провідників електричного струму, мідь М2 (0,3%) — для виробництва високоякісних сплавів міді, МЗ (0,5%) — для сплавів звичайної якості.
- Сплави на основі міді.
Найбільш розповсюджені елементи у сплавах міді - цинк, алюміній, олово, залізо, кремній, марганець, берилій, нікель. Усі ці елементи підвищують міцностні властивості міді.
Сплави на основі міді поділяють на деформовані та ливарні, які зміцнюють і не зміцнюють термічною обробкою. Однак широко використовується розподіл мідних сплавів на латуні, бронзі і мідно-нікелеві сплави.
Латунню називають сплави міді з цинком, де цинку до 40%.
Прості латуні маркують літерою Л і позначають числом, що характеризує середній вміст міді. Так, наприклад, Л68 містить 68 % Cu і 32 % Zn.
Якщо латунь, крім цинку, легують іншими елементами, то після літери Л ставлять умовну позначку цих елементів: Φ - Р; О - Sn; Ж - Fe; А - Αl; Κ - Si; Мц - Μn; Η - Ni. Число після літер показує середній вміст цих елементів у латуні, крім цинку. Вміст цинку визначають за різницею від 100%. Так, наприклад, ЛАН59-3-2 містить 59 % Cu; 3 % Аl; 2 % Ni; 36 % Zn.
Бронзами називають всі сплави міді (крім латуней і мідно-нікелевих сплавів). Бронзи маркуються літерами Бр, а після них вказують основні легуючі елементи та їхній вміст у сплаві. Елементи позначають літерами: Ц - Zn; Φ - Р; Б - Be; Ж - Fe, А - Àl тощо.
Наприклад, БрАЖМц 10-3-1,5 легована 10 % Àl, 3 % - Fe, 1,5 % - Μn, інше - Cu.
Цинк підвищує міцність і пластичність сплаву, але до певних меж. Найбільшою пластичністю володіє латунь, що містить 30% цинку, а найбільшою міцністю — 40%.
Тому більше 40% цинку в латуні міститися не може. Крім того, цинк здешевлює сплав, оскільки він дешевше за мідь.
Латунь характеризується високою електропровідністю і теплопровідністю, корозійною стійкістю, добре обробляються різанням.
Класифікація латуней:
- по технологічній ознаці латунь ділять на ті, що деформуються і ливарні;
- по хімічному складу латунь ділиться на прості (подвійні), в яких присутні тільки мідь і цинк і складні (багатокомпонентні), в які для поліпшення різних властивостей додають інші елементи.
Найбільш поширені добавки алюмінію, олова, кремнію, нікелю і ін.
Латунь маркується буквою Л.
В латуні, що деформується, указується вміст міді і легуючих елементів, які позначаються відповідними буквами (О — олово, А — алюміній, К — кремній, Н — нікель, Мц — марганець, Ж — залізо і т.д.).
Вміст елементів дається в % після всіх буквених позначень.
Наприклад, латунь Л63 містить 63% міді і 37% цинку.
Латунь ЛАЖ 60-1-1 містить 60% міді, 1%, алюмінію, 1% заліза і 38% цинку.
В марках ливарної латуні указується вміст цинку, а кількість легуючих елементів ставиться після букв, що їх позначають.
Наприклад, ливарна латунь ЛЦ40Мц3А містить 40% цинку, 3% марганцю, менше 1% алюмінію і 56% міді.
Тестовий контроль по темі «Сплави кольорових металів на основі міді»
1.Що таке латунь?
а) сплав міді з цинком, де цинку до 40%
б) сплав алюмінію з кремнієм, де кремнію 8-14%
в) сплав алюмінію з міддю, де міді 5-20%
2.Що таке бронза?
а) сплав міді з хромом
б) сплав міді з кремнієм
в) сплав міді з оловом
3.Основою латуні і бронзи є:
а) хром
б) мідь
в) кремній
4.Латунь виготовляють на основі
а) міді
б) фосфор
в) кремній
5.Бронзу виготовляють на основі
а) сірка
б) фосфор
в) міді
6.Який елемент додають до міді, щоб отримати латунь
а) мідь
б) цинк
в) магній
7.Який елемент додають до міді, щоб отримати бронзу
а) олово
б) манган
в) цинк
8.Чому бронзу називають олов’яною?
а) містить олово
б) містить мідь
в) містить магній
9.Чому бронзу називають безолов’яною?
а) не містить мідь
б) не містить олово
в) не містить магній
10.Чому латунь називають спеціальною?
а) не містить легуючих елементів
б) містить легуючи елементи
в) містить тільки цинк
Критерії оцінювання:
1,2 бали за правильну відповідь
0 бала за відсутню і неправильну відповідь
Таблиця для відповіді
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
|
|
|
|
|
|
|
|
|
|
Бронзою називаються сплави міді з оловом, алюмінієм, свинцем і іншими елементами, серед яких цинк не є основним.
Бронза володіє високою корозійною стійкістю, хорошими ливарними властивостями, добре обробляються тиском і різанням.
Класифікація бронз: по назві основного легуючою елементу бронзи діляться на: олов'яні, безолов’яні (спеціальні по вмісту легуючого елементу) .
по технологічній ознаці бронзи ділять на ті, що деформуються і ливарні.
Маркується бронза буквами Бр, за якими показується вміст легуючих елементів в %. Позначення легуючих елементів і відмінності в марках сплавів, що деформуються і ливарних, біля бронзи такі ж, як біля латуні.
Наприклад, бронза БрОФ6,5-0,4, що деформується, містить 6,5% олова і 0,4% фосфору, а ливарна бронза БрО3Ц7С5Н — 3% олово, 7% цинку, 5% свинцю, менше 1% нікелю.
Олов'яна бронза, що деформується, володіє високою пластичністю і пружністю. З них виготовляють прутики, труби, стрічки. Ливарна олов'яна бронза має: хороші ливарні властивості, високу корозійну стійкість. З них виготовляють арматуру, що працює в умовах прісної і морської води. Олово — відносно дорогий метал, тому його прагнуть частково або повністю замінити у складі бронзи іншими.
Алюмінієва бронза (БрА7, БрАЖН 10-4-4) володіє більш високими механічними властивостями і корозійною стійкістю в порівнянні з олов'яними. Крем'яниста бронза (БрКМц 3-1) має хорошу пружність і тому використовується для виготовлення пружинячих деталей. Свинцева бронза (БрС30) володіє високими антифрикційними властивостями і застосовується в підшипниках ковзання. Берилієва бронза (БрБ2) відрізняється високою твердістю, міцністю, пружністю і зносостійкістю.
- Алюмінієві сплави, їх класифікація.
Для одержання алюмінієвих сплавів із різними властивостями алюміній легують іншими металами, найбільш широко як легуючі елементи застосовують кремній, мідь, магній, цинк, марганець, а останнім часом - літій. Як легувальні домішки: титан, берилій, цирконій та ін. Найбільшого поширення набули сплави таких систем:
Al-Cu, Al-Si, Al-Mg, Al-Cu-Mg, Al-Cu-Mg-Si, Al-Mg-Si, Al-Zn-Mg-Cu.
У рівноважному стані ці сплави являють собою низьколегований твердий розчин та інтерметалідні фази: Al2Cu (θ-фаза);
Mg2Si; Al2CuMg (σ) Al6CuMg4 (τ); Al3Mg2Zn3; Al3Mg2; MgZn (η) та ін.
Сплави алюмінію можна поділити на 3 групи:
- призначені для одержання напівфабрикатів (листів, плит, прутків), а також кувань і штампувань шляхом прокатки, пресування, кування, штампування (деформовані сплави);
- ливарні, призначені для фасонного лиття;
- одержувані методом порошкової металургії спечені алюмінієві порошки (САП) і спечені алюмінієві сплави (САС).
1. Алюмінієві руди. Найбільш поширеними алюмінієвими рудами е боксити, каоліни, нефеліни й алуніти, де алюміній міститься у вигляді глинозему Аl2О3 (у бокситах 40…60%, а в решті руд—22…32%).
Виробити чистий алюміній безпосереднім відновленням його з руд неможливо, оскільки домішки відновлюються раніш за нього. Тому у виробництві алюмінію є три самостійних технологічних процеси: 1) добування глинозему з алюмінієвих руд; 2) добування первинного алюмінію; 3) рафінування первинного алюмінію.
2. Добування глинозему. Залежно від складу алюмінієвих руд глинозем з них добувають такими способами: лужним, кислотним і електрометалургійним. В найбільш поширені такі способи: сухий лужний (спікання) — для перероблення бокситів з високим вмістом кремнезему й окису заліза; мокрий лужний — для перероблення малокремнезeмистих алюмінієвих руд; електрометалургійний — для перероблення бокситів, які містять у собі до 20% кремнезему.
При сухому і мокрому лужних способах обробляють алюмінієві руди лугами. Глинозем при цьому зв'язується в алюмінат натрію Аl2О3·Na2O. При вилуговуванні алюмінат натрію переходить у розчин, а окиси і гідроокиси заліза, титану і кремнію випадають в осад. Після відокремлення від осаду розчин алюмінату натрію продувають газом CO2 (сухий спосіб) або піддають гідролізу (мокрий спосіб). У результаті розчин розкладається з виділенням кристалічного осаду—гідрату окису алюмінію 2А1(ОН)3. Цей осад фільтрують, промивають, прожарюють і дістають чистий глинозем:
2Аl (ОН)3 = Αl2O3 + ЗН2O.
При електрометалургійному способі добування глинозему складається з двох стадій: електрометалургійної і хімічної. Перша стадія проходить так: агломерат (боксит, залізну руду, барієві солі і антрацит) розплавляють в електропечах при температурі 1800°С. Продуктами плавлення є феросиліцій і шлак у вигляді алюмінатів барію,їх зливають у ківш і витримують до температури твердіння шлаку (близько 1500° С). Потім рідкий феросиліцій випускають з ковша і використовують у металургійному виробництві, а твердий шлак подрібнюють і обробляють содою:
Αl2O3·ВаО + Na2CO3 = Аl2O3·Na2O + ВаСО3.
Утворений алюмінат натрію відомими вже нам способами переробляють у глинозем, а вуглекислий барій використовують Для виготовлення агломерату.
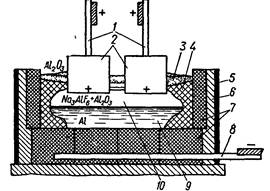
Схема електролізної ванни для добування алюмінію.
3. Електроліз глинозему. Первинний алюміній добувають електролізом чистого глинозему, розчиненого в розплавленому кріоліті Na3AlF6. Електролізна ванна — електролізер (рис. 42) — має стальний кожух 5, обкладений із середини вогнетривкою цеглою 6. Під ванни і її стінки 7 зроблено з вугляних блоків, до яких підведено катодні шини 8. Над ванною на анодних шинах 1 підвішено вугляні електроди 2. Тепер найбільше застосовуються ванни з набивними анодами, в яких вугляна маса вміщена в прямокутні алюмінієві кожухи.
Перед початком електролізу на під ванни насипають тонкий шар меленого коксу, впритул до поду опускають електроди і вмикають постійний струм. Коли вугляна футеровка ванни нагріється, у ванну поступово засипають кріоліт і розплавляють його, одночасно повільно піднімаючи електроди. Після утворення шару 200...250мм розплавленого кріоліту 10 у ванну завантажують глинозем 3, який і розчиняється в кріоліті. Процес електролізу відбувається при температурі 930...950°С. При проходженні струму через електроліт глинозем розкладається і на аноді виділяється кисень, який утворює з вуглецем чадний газ CO, а на катоді—алюміній. Рідкий алюміній 9 нагромаджується на поді ванни і періодично видаляється сифоном або вакуум-ковшем. На бічній поверхні робочого простору ванни утворюється кірка 4 електроліту, яка захищає футеровку від руйнування під впливом розплавлених фтористих солей і від витікання струму.
В електролізній ванні, де сила струму становить 50000 а, а напруга—5...10 в, виробляють близько 350 кг алюмінію на добу.
4. Рафінування первинного алюмінію. Очищають алюміній від домішок звичайно в закритому ковші продуванням хлору протягом 10…15 хв., при температурі 750…770°С. Після цього його розливають у чушки. Для вироблення алюмінію високої чистоти (до 99,99% ΑΙ) його піддають електролітичному рафінуванню, при якому забруднений домішками алюміній є анодом, а чистий алюміній—катодом. Як електроліт використовують рідкі хлористі і фтористі солі.
4.Сплави міді з нікелем
Сплави міді з нікелем використовують як конструкційні й електротехнічні матеріали.
Припоями називають матеріали, які використовуються для скріплення окремих заготовок в єдине ціле в процесі пайки. Основна вимога полягає в тому, щоб t плавлення припою була меншою, ніж t плавлення металів, що з’єднуються. Припійні сплави виготовляють переважно з металів (олова, міді, нікелю, свинцю, кадмію, срібла та інших), а також з неметалічних матеріалів. Наскільки міцним і довговічним буде паяне з’єднання, залежить від дотримання технологічних моментів і умов експлуатації.
Випуск припоїв здійснюють у різних формах. Це можуть бути гранули, порошкова або пастоподібна маса, дріт чи прутики, фольга, а також закладні деталі.
За основною класифікацією виділяють два види припоїв: легкоплавкі (м’які) і тугоплавкі (тверді). Перші плавляться при температурі до 300 °С і їх межа міцності при розтягуванні становить 16-100 МПа. До других належать ті, t плавлення яких є більшою від вказаного значення, а міцність перебуває в діапазоні 100-500 МПа. Розглянемо детальніше кожен з цих видів.
М’які
Найпопулярніші з них – свинцево-олов’яні сплави (ПОС) з різним співвідношенням елементів. Олова в складі може бути 10-90 %, решта, зрозуміло – свинець. Електрична провідність – 9-15 % провідності чистої міді. Особливі властивості досягаються додаванням допоміжних компонентів. Щоб зменшити t плавлення, використовують вісмут і кадмій, а для підвищення міцності спаювання – сурму.
Оскільки цьому виду властива мала t плавлення і невелика міцність з’єднання, для серйозних, таких, що піддаються значним навантаженням, деталей їх краще не задіювати. Якщо ж така необхідність є, варто збільшити площу пайки.
До найбільш часто використовуваних м’яких припоїв належать від ПОС-18 до ПОС-90, де цифра вказує на кількість олова в складі.
Як правило, той чи інший підвид застосовують для певних процесів, з урахуванням їх специфіки. За допомогою ПОС-90 спаюють деталі перед гальванічною обробкою. ПОС-61 необхідний для з’єднання точних пристроїв, особливо відповідальних компонентів з різних матеріалів. Наприклад, їх залучають для міді та латуні, щоб збільшити міцність і електропровідність. Якщо в особливій точності потреби немає, можна брати ПОС-40, при цьому місце скріплення може бути підігріте до великої t. Що стосується ПОС-30, то йому надають перевагу, якщо ведеться робота з міддю, латунню або сплавами зі сталі, оскільки з цими металами він поєднується якнайкраще.
Інші варіанти м’яких припоїв:
– сурм’янисті (ПОССу). Підходять для оцинкованих і цинкових виробів. Важливі тоді, коли до міцності з’єднання висуваються підвищені вимоги;
– олов’яно-свинцево-кадмієві (ПОСК). Якщо елементи, які підлягають спаюванню, виявляють чутливість до перегрівання, використовують цей вид. Також він підходить для обробки виводів до п’єзокерамічних деталей і конденсаторів;
– олов’яно-цинкові (ОЦ). Ними паяють алюміній;
– безсвинцеві припої. У складі, крім олова, можуть бути мідь, срібло, вісмут та інші метали. Останнім часом ця категорія набуває все більшого поширення, тому що величезна увага приділяється екологічним питанням. Строго розглядається токсичність кожної зі складових. Тому безсвинцевими припоями все частіше сполучаються деталі електроніки та електричної техніки, головним чином, побутового призначення.
Тверді
Серед них виділяють дві групи: мідні та срібні сплави.
До перших належать мідно-цинкові (ПМЦ-36 і ПМЦ-54), що добре підходять для скріплення деталей, для яких передбачаються статичні навантаження. У зв’язку з їх крихкістю, недоцільним є застосування для пайки матеріалів, які будуть піддаватися навантаженням ударного або вібраційного характеру. Ще один варіант – сплав мідь + титан (ПМТ-45). І ще один – мідно-фосфористі припої, в яких до міді та олова доданий фосфор. Ними з’єднують мідь і мідні сплави, а також срібло, чавун й тверді сплави.
Серед срібних припоїв з t плавлення 183-1133 °С варто відзначити ПСр-15 і ПСр-45. Відповідно, цифра вказує на кількість Ag в складі. Чим є інша маса? Міддю та цинком. Інші можливі поєднання складових: Ag + Pb + Sn, Ag + Pb, Ag + Cu, Ag + Cu + Zn + Cd і т.д. Цій групі характерне різноманітне застосування.
Звичайно, є й інші види припою, але вони використовуються набагато рідше, ніж перераховані вище. Ними, як правило, паяють рідкісні метали або використовують їх тоді, коли передбачаються спеціальні умови. Якщо, наприклад, функціонування деталей буде здійснюватися при високих температурах, можна задіяти припої на основі нікелю. Крім того, вони підходять для виробів з нержавіючої сталі. Найкращий варіант для вакуумних трубок – золоті припої. Також у деяких випадках можуть бути використані магнієві композиції.
Тверді сплави
Тверді сплави виготовляють методами порошкової металургії. Основні компоненти: карбід вольфраму (WC), карбід титану (ТіС) і карбід танталу (ТаС), зв'язкою служить металічний кобальт, нікель, або молібден. Теплостійкість твердих сплавів різних марок становить 800-1100 оС, що позволяє значно підняти швидкість різання (до 150-200 м/хв). Недолік їх - відносно низька міцність на згин узг=0,9-1,6 гПа, а у швидкорізальної сталі узг=3-3,5 гПа. Міцність на стиск уст=4-6гПа, а твердість 90-96 НRA.
Твердими сплавами називають стійкі до спрацювання і вельми тверді металеві матеріали, що містять у структурі велику кількість карбідів вольфраму, титану, танталу, хрому, заліза. Цим карбідам властива висока твердість у рівноважному стані. Самі по собі карбіди не можуть утворити міцних компактних виробів через їх крихкість, тому для їх зв'язки використовують кобальт, нікель, залізо.
1. Типи твердих сплавів
Розрізняють спечені й литі тверді сплави. Головною особливістю спечених твердих сплавів є те, що вироби з них отримують методами порошкової металургії і вони піддаються тільки обробці шліфуванням або фізико-хімічних методів обробки (лазер, ультразвук, травлення в кислотах та ін), а литі тверді сплави призначені для наплавлення на оснащується інструмент і проходять не тільки механічну, але часто і термічну обробку (гарт, відпал, старіння та ін). Порошкові тверді сплави закріплюються на оснащуються інструментами методами пайки або механічним закріпленням.
Тверді сплави розрізняють по металах карбідів, в них присутніх: вольфрамові - ВК2, ВК3, ВК3М, ВК4В, ВК6М, ВК6, ВК6В, ВК8, ВК8В, ВК10, ВК15, ВК20, ВК25; титано-вольфрамові - Т30К4, Т15К6, Т14ДО8, Т5К10 , Т5К12В; титано-тантало-вольфрамові - ТТ7К12, ТТ10К8Б.Безвольфрамовие ТНМ20, ТНМ25, ТНМ30
За хімічним складом тверді сплави класифікують:
- вольфрамокобальтовие тверді сплави (ВК);
- титановольфрамокобальтовые тверді сплави (ТК);
- титанотанталовольфрамокобальтовые тверді сплави (ТТК).
Тверді сплави по призначенню діляться (класифікація ІСО) на:
- Р - для сталевих виливків і матеріалів, при обробці яких утворюється зливна стружка;
- М - для обробки важкооброблюваних матеріалів;
- К - для обробки легованих сталей та інших сплавів.
Через дефіцит вольфраму розроблена група безвольфрамових твердих сплавів, званих керметів. Ці сплави містять в своєму складі карбіди титану (TiC), карбонітріди титану (TiCN), пов'язані нікельмолібденових основою. Технологія їх виготовлення аналогічна вольфрамосодержащім твердим сплавів.
Ці сплави в порівнянні з вольфрамовим твердими сплавами мають меншу міцність на вигин, ударну в'язкість, чутливі до перепаду температур через низьку теплопровідності, але мають переваги - підвищену теплостійкість (1000 C) і низьку схвативаемость з робочою матеріалами, завдяки чому не схильні до наростообразованію при різанні. Тому їх рекомендують використовувати для чистового і получістового точіння, фрезерування. За призначенням відносяться до групи Р класифікації ІСО.
1.1. Властивості твердих сплавів
Платівки з твердого сплаву мають HRA 86-92 мають високу зносостійкість і красностойкостью (800-1000 C), що дозволяє вести обробку з швидкостями різання до 800 м / хв.
1.2. Спечені тверді сплави
Тверді сплави виготовляють шляхом спікання суміші порошків карбідів і кобальту. Порошок попередньо виготовляють методом хімічного відновлення (1-10 мкм), змішують у відповідному співвідношенні і пресують під тиском 200-300 кгс / см , а потім спекают в формах, які відповідають розмірам готових пластин, при температурі 1400-1500 C, в захисній атмосфері . Термічній обробці тверді сплави не піддаються, оскільки відразу ж після виготовлення володіють необхідним комплексом основних властивостей.
Композиційні матеріали, що складаються з металлоподобного сполуки, цементованого металом або сплавом. Їх основою найчастіше є карбіди вольфраму або титану, складні карбіди вольфраму і титану (часто також і танталу), карбонітріди титану, рідше - інші карбіди, борид і т. п. В якості матриці для утримання зерен твердого матеріалу у виробі застосовують так звану "зв'язку" - метал або сплав. Звичайно як "зв'язки" використовують кобальт (кобальт є нейтральним елементом по відношенню до вуглецю, він не утворює карбіди і не руйнує карбіди інших елементів), рідше - нікель, його сплав з молібденом (нікель-молібденова зв'язка).
1.2.1. Отримання твердих сплавів методом порошкової металургії
- Отримання порошків карбідів і кобальту методом відновлення з оксидів.
- Подрібнення порошків карбідів і кобальту (виробляється на кульових млинах протягом 2-3 діб) до 1-2 мікрон.
- Просіювання і повторне подрібнення при необхідності.
- Приготування суміші (порошки змішують в кількостях, що відповідають хімічному складу виготовляється сплаву).
- Холодне пресування (в суміш додають органічний клей для тимчасового збереження форми).
- Спікання під навантаженням (гаряче пресування) при 1400 C (при 800-850 C клей згорає без залишку). При 1400 C кобальт плавиться і змочує порошки карбідів, при подальшому охолодженні кобальт кристалізується, поєднуючи між собою частки карбідів.
1.2.2. Номенклатура спечених твердих сплавів
Тверді сплави умовно можна розділити на три основні групи:
- вольфрамосодержащіе тверді сплави
- тітановольфрамосодержащіе тверді сплави
- тітанотанталовольфрамовие тверді сплави
Кожна з перерахованих вище груп твердих сплавів підрозділяється в свою чергу на марки, що розрізняються між собою за хімічним складом, фізико-механічними і експлуатаційними властивостями.
Деякі марки сплаву, маючи однаковий хімічний склад, відрізняються розміром зерен карбідних складових, що визначає відмінність їх фізико-механічних та експлуатаційних властивостей, а звідси і областей застосування.
Властивості марок твердих сплавів розраховані таким чином, щоб випускається асортимент міг максимально задовольнити потреби сучасного виробництва. При виборі марки сплаву слід враховувати: область застосування сплаву, характер вимозі, що пред'являються до точності оброблюваних поверхонь, стан обладнання та його кінематичні і динамічні дані.
Позначення марок сплавів побудовано за наступним принципом:
1 група - сплави містять карбід вольфраму і кобальт. Позначаються буквами ВК, після яких цифрами вказується процентний вміст в сплаві кобальту. До цієї групи відносяться такі марки:
ВКЗ, ВКЗМ, ВК6, ВК6М, ВК60М, ВК6КС, ВК6В, ВК8, ВК8ВК, ВК8В, ВК10КС, ВК15, ВК20, ВК20КС, ВК10ХОМ, ВК4В.
2 група - тітановольфрамовие сплави, що мають у своєму складі карбід титану, карбід вольфраму і кобальт. Позначається буквами ТК, при цьому цифра, що стоїть після букв Т позначає% вміст карбідів титану, а після букви К - вміст кобальту. До цієї групи відносяться такі марки: Т5К10, Т14ДО8, Т15К6, ТЗОК4.
3 група - тітанотанталовольфрамовие сплави, що мають у своєму складі карбід титану, танталу і вольфраму, а також кобальт і позначаються буквами ТТК, при цьому цифра, що стоїть після ТТ% вміст карбідів титану і танталу, а після букви К - вміст кобальту. До цієї групи відносяться такі марки: ТТ7К12, ТТ20К9.
4 група - сплави з зносостійкими покриттями. Мають буквене позначення ВП. До цієї групи відносяться такі марки: ВП3115 (основа ВК6), ВП3325 (основа ВК8), ВП1255 (основа ТТ7К12).
Тверді сплави застосовуються для обробки металів різанням: ВК6, ВКЗМ, ВК6М, ВК60М, ВК8, ВК10ХОМ, ТЗОК4, Т15К6, Т14ДО8, Т5К10, ТТ7К12, ТТ20К9.
Тверді сплави застосовуються для бесстружковой обробки металів і деревини, швидкозношуваних деталей машин, приладів і пристроїв: ВКЗ, ВКЗМ, ВК6, ВК6М, ВК8, ВК15, ВК20, ВК10КС. ВК20КС.
Тверді сплави застосовуються для оснащення гірського інструменту: ВК6В, ВК4В, ВК8ВК, ВК8, ВК10КС, ВК8В, ВК11ВК, ВК15.
Литі тверді сплави отримують методом плавки і лиття.
Застосування
Тверді сплави в даний час є поширеним інструментальним матеріалом, широко застосовуваним в інструментальній промисловості. За рахунок наявності в структурі тугоплавких карбідів твердосплавний інструмент має високу твердість HRA 80-92 (HRC 73-76), теплостійкістю (800-1000 C), тому ними можна працювати зі швидкостями, в кілька разів перевищують швидкості різання для швидкорізальних сталей. Однак, на відміну від швидкорізальних сталей, тверді сплави мають знижену міцність (σі = 1000-1500 МПа), не володіють ударною в'язкістю. Тверді сплави нетехнологічно: через велику твердості з них неможливо виготовити цілісний фасонний інструмент, до того ж вони обмежено шліфуються - тільки алмазним інструментом, тому тверді сплави застосовують у вигляді пластин, які або механічно закріплюються на державках інструменту, або припаюються до них.
Тверді сплави зважаючи на свою високу твердості застосовуються в наступних областях:
- Обробка різанням конструкційних матеріалів: різці, фрези, свердла, протяжки та інший інструмент.
- Оснащення вимірювального інструмента: оснащення точних поверхонь мікрометричного обладнання та опор ваг.
- Таврування: оснащення робочої частини клейм.
- Волочіння: оснащення робочої частини волок.
- Штампування: оснащення штампів і матриць (вирубних, видавлювання та ін.).
- Прокатка: твердосплавні валки (виконуються у вигляді кілець з твердого сплаву, що одягаються на металеве підстава)
- Гірничодобувне обладнання: напайка спечених і наплавлення литих твердих сплавів.
- Виробництво зносостійких підшипників: шарики та ролики, обойми і напилення на сталь.
- Рудообрабативающее обладнання: оснащення робочих поверхонь.
- Газотермічне напилення зносостійких покриттів
Немає коментарів:
Дописати коментар